真空释放 (VR) 托盘用户指南1
真空释放 (VR) 托盘用户指南
应用说明
Gel-Pak Vacuum Release™(VR 系列)托盘是“无袋”载体,可在运输或搬运过程中将设备牢固地固定到位,并具有按需释放设备以进行卸载的独特能力。 使用下面推荐的工艺参数和程序以获得最佳设备处理结果。
一个完全互动的“产品选择向导 (PSW) 程序” 可在 Gel-Pak 网站上找到,该网站将根据用户输入的应用详细信息建议完整的 Gel-Pak 部件号。
第 1 节:概述
真空释放技术依赖于暂时改变设备和放置在网状材料上的 VR 托盘弹性凝胶膜之间的表面接触面积。 表面接触的这种变化直接影响凝胶保持力的大小。
在正常的“保持模式”(图 1)下,表面接触最大化,设备牢固地固定到位,以便运输、搬运和存储。
在临时“释放模式”(图 2)中,通过通过托盘下侧的孔施加真空,使凝胶膜符合网格的形状,从而最大限度地减少表面接触。 这减少了凝胶和设备之间的保持力(接触点更少),从而可以使用真空拾取工具轻松移除设备。
一旦真空移除,弹性凝胶膜就会返回到其原始位置并牢固地固定其余设备。 VR 托盘可重复使用,因此可以在同一个 VR 托盘上重复执行此保持和释放过程。
请注意,仅在实际器件卸载过程中才需要对托盘底部施加真空。 将器件装载到凝胶表面时不使用真空。
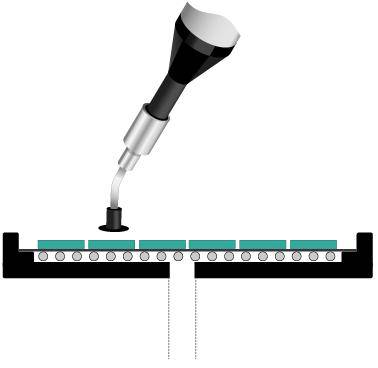
图 1:保持模式
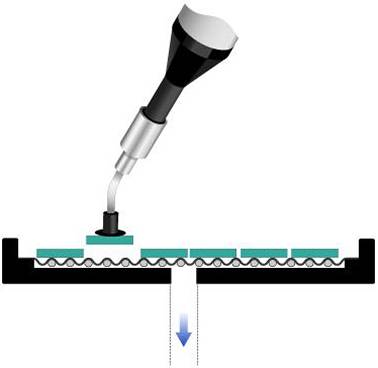
图2:发布模式
第 2 部分:推荐的网格几何形状
特定设备的正确网格几何形状(也称为网格尺寸)基于设备的 X、Y 尺寸。 为了获得最佳的设备卸载性能,目标是在 VR 托盘处于释放模式时最大限度地减少凝胶与设备的接触点数量(图 2)。 因此,Gel-Pak 提供了一系列不同的网格几何形状:16、33、76、103、137、195、NDT(图 3)。 每个网格尺寸数字对应于每线性英寸的螺纹线数。 如果器件小于 254um x 254um,请参阅特殊说明无损检测产品页面在 Gel-Pak 网站上。
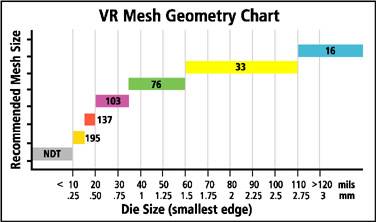
图 3:网格图
当托盘处于释放模式时,对于给定的设备尺寸,每条线之间具有最大间距的网格尺寸导致接触点最少。 在上面的图 3 中,这对应于 16 目尺寸。 相比之下,在释放模式下,对于给定的设备尺寸,螺纹线之间间距最小的网格(尺寸 195 网格)会产生最大数量的接触点。
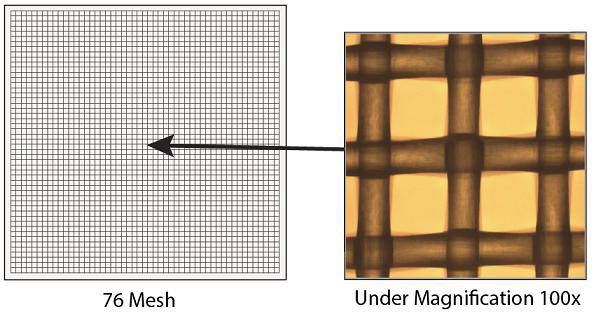
图 4:网格照片
由于较少的接触点等于较小的凝胶保持力,因此选择网格几何形状时的目标是使用具有尽可能少的螺纹线的网格,同时在释放模式下仍保持设备完全支撑。 对于给定的设备尺寸,网格接触点数量不足将导致设备在托盘上施加真空时倾斜,从而可能导致卸载(误拾)问题。
值得注意的是,网格大小仅影响设备卸载性能,并且仅当 VR 托盘处于释放模式时(图 2)。 当 VR 托盘处于正常保持模式时,网格大小不起作用(图 1)。 运输和处理过程中的凝胶保持力(第 5 节)与网格尺寸完全无关。
使用上面的图 3 或下面的表 1 可以轻松确定基于设备尺寸的推荐网格几何形状。
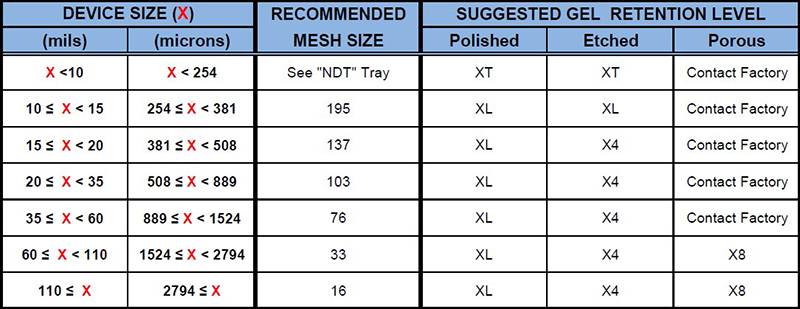
表 1:推荐的网格和凝胶保留水平
笔记:
a) X = 较小的侧面尺寸(例如:对于 15 x 10 mil 芯片,参考值为 10 mil)
b) 对于“边界”芯片尺寸,建议评估上部和下部网格类型
c) 对于高纵横比器件,可能需要评估不止一种网格尺寸
d) 如果设备小于 254um x 254um,请参阅 Gel-Pak 网站上的特殊 NDT 产品页面
Gel-Pak 还提供了一个在线程序,可以计算适合您的设备类型的建议网格尺寸,以及每个托盘存储的最大设备数量。 每个托盘的设备数量取决于托盘尺寸、设备尺寸和所需的间距。
第 3 部分:建议的凝胶保留水平(保持力)
特定器件所需的凝胶保留水平 (Xn) 是尺寸、背面表面粗糙度、平整度和材料涂层等特性的函数。 上表 1 还包含基于表面粗糙度和尺寸的建议保留水平(也称为粘性水平)。
确定特定设备的正确凝胶保留水平并不是一门精确的科学。 每个设备都有其独特的属性,因此粘性水平只能是“建议”的。 强烈建议对 VR 样本进行评估,以确保选择正确的粘性水平.
凝胶粘性水平必须足够高,以便在运输和搬运过程中牢固地固定设备,同时允许在托盘处于释放模式时轻松卸载设备。 人们倾向于选择最高的粘性水平以获得最大的保持力,但这可能会导致装置卸载问题(保持力过大)。最佳的凝胶保留水平是装置保持和卸载性能之间的平衡。
第 5 节和第 7 节描述了如何评估是否为特定设备选择了正确的凝胶保留水平和网格尺寸。
第 4 部分:设备加载说明
使用标准生产方法将装置加载到凝胶表面上。 典型的手动系统使用镊子或真空拾取工具,而自动化系统则使用真空尖端/夹头。 使用镊子时要小心,不要刺破凝胶膜。
如果可能,应向设备施加轻微的下压力,以启动与凝胶的良好表面接触。 运输前,设备通常应安装在凝胶上至少 1 分钟,以实现充分的表面接触。 (所需的确切时间将根据设备表面粗糙度、质量和凝胶保留率而有所不同)。
第 5 部分:凝胶保持力测试
为了验证所选的 Gel Tack 水平对于加载的设备来说足够,请关闭 Gel-Pak 载体并在硬表面上敲击角落。 根据需要用力敲击以评估凝胶保持强度。 敲击测试将模拟凝胶在典型运输和搬运环境中有效固定设备的能力。 将设备负载在凝胶表面几分钟后,可以进行更严格的跌落测试(1 米)。
如果任何设备在测试期间移动位置,则在运输之前允许更长的等待时间以增加凝胶接触面积(保持强度),或者根据需要评估更高的凝胶保留水平。 对于大质量设备,建议将凝胶载体倒置放置 24 小时,以确认设备不会因重力而脱离凝胶。
第 6 节:设备卸载指令(VR-44 示例)
1. 滑下夹子并从 VR 托盘上取下盖子。 (对于铰链盒中的 2 英寸 VR 托盘或大幅面 VR 板,请从盒子中取出托盘)

2. 将 VR 托盘放在真空板上(如图所示的 VHP-24 手动泵)。 VR 托盘还与手动、半自动或自动设备处理设备完全兼容。

3. 确保托盘与真空板 O 形圈对齐,以获得紧密的背面密封并保持真空。

4. 施加 25" Hg 真空。这将使 VR 托盘进入“释放模式”并允许轻松卸载设备。

5. 在“释放模式”下,使用真空拾取工具小心地取出设备。

6. 从凝胶表面取出选定的器件后,释放真空。 (如图所示按下VHP-24上的销钉以消除真空)

7. 将盖子和夹子放回 VR 托盘上并存放以供将来使用。 (对于铰接盒中的 2 英寸 VR 托盘或大幅面 VR 板,请将托盘放回盒内)。
注意:无需从托盘中移除所有设备。 VR 托盘可重复使用。

第 7 节:器件卸载评估测试
为了获得最佳卸载效果,请在 VR 托盘背面施加 25 英寸汞柱真空,以进入释放模式。 在相对较低的真空条件下,凝胶膜可能会处于释放模式,但建议使用全真空以获得最佳的装置释放效果。
模拟实际生产环境的卸载设备:钝头镊子、手动真空拾取工具或自动模具处理设备。 请注意确保真空拾取尖端参数与特定设备尺寸和材料兼容。 对于自动化设备,可能需要进行拾取速度等设置调整来优化卸载过程。
卸载期间拾取工具的过度驱动(接触下压力)应最小化,以防止设备被驱动或推入凝胶表面。 这可能会损坏您的设备和/或导致设备卸载力增加。 如果需要,可以使用镊子,但不建议使用,因为如果使用不当,它们可能会刺穿凝胶膜。 如果有的话,建议使用具有连续真空供应的拾取工具。
如果设备难以从凝胶表面卸载,请确认使用的网格尺寸正确(参见第 2 节)。 使用比所需更紧的网格几何形状将导致接触点过多,从而大大增加所需的卸载力。
如果网格尺寸正确,则使用较低的凝胶保留水平重复卸载测试。 如果选择较低的粘性水平,请务必重复凝胶保持力测试(第 4 节)。
对于所有产品,应进行长期储存测试,将设备放在凝胶上至少 48 小时,以在卸载前实现最大的表面接触。
第 8 节:VR 配件
有关所有内容的摘要,请参阅 Gel-Pak 网站VR配件。